Whichever part of the electronics industry you are involved in, you're probably aware of the preference for smaller, more densely populated printed circuit board assemblies (PCBAs).
This is not necessarily because the PCB assembly needs to be smaller, but new designs use significantly more ball grid array (BGA) and other types of devices with hidden solder connections, such as quad flat no-leads (QFN) and land grid arrays (LGAs). Such devices often have performance and cost advantages over larger packages with leads, so the trend is likely to continue.
Automated Optical Inspection (AOI) is an established, key process control in surface mount (SMT) manufacturing that greatly increases confidence in the quality of the finished product. But what do you do about devices where you cannot optically see the solder connections?
X-ray provides the answer.
In this blog post we focus on why X-ray has become increasingly vital in a modern electronics manufacturing environment and 4 areas to consider if you, or your assembly partner, are looking to invest in this inspection equipment.
How can X-ray equipment add value to the electronics manufacturing process?
Using X-ray as an in-process control can help remove the risk of producing assemblies that are impossible or uneconomical to repair due to misplaced ‘hidden connection’ devices. Reworking a misplaced device can be time consuming and may cause other issues on the assembly, for example with surrounding components on the PCB due to local heating. Rework might also exceed the maximum number of solder reflow cycles allowed for double-sided assemblies. Finding a failure later in the process, for example at JTAG or functional test, incurs additional lost time and cost in diagnosis and re-test.
So when should you use X-ray? It should certainly be part of the ‘first-off’ inspection process, helping to ensure the oven profile is optimal for the leadless devices. It might then be sensible to check a sample of assemblies as they go through production; a few from the start, middle and end of the batch is typical. Alternatively, an ‘in line’ process might be used, though it is worth noting that X-ray inspection – even if automated – is relatively slow. In practice placing leadless devices, especially BGAs, is quite straightforward and normally causes few issues, so X-ray should be employed thoughtfully.
X-ray inspection can also help reduce end-of-line manual inspection, for example on fine pitch devices that cannot be fully covered by AOI (depending on what type of system you have), or where other BGA inspection methods such as an Ersascope might have been used.
Another great benefit of X-ray inspection is in resolving quality issues. X-ray allows inspection without resorting to potentially destructive re-work or micro sectioning, which adds cost and of course leads to a scrapped assembly. Micro sectioning also requires a bit of an educated guess as to where the problem might be.
How often have your heard someone say ‘it failed test, it doesn’t work, I can’t see where the problem is, so it must be the BGA’? Enhancing X-ray to provide ‘laminography’ or indeed full 3D capability that enables the inspector to ‘walk through’ an assembly helps find faults such as broken tracks or barrels in a PCB for example, as well as any issues with leadless components.
Away from PCBAs, X-ray can provide non-destructive inspection of other manufactured components such as cable assemblies or machined parts where there is a need to see interior detail. It can also provide a degree of measurement capability.
So, a capable X-ray inspection facility is now considered a ‘must have’ for modern electronics assembly lines. But now you have decided you need one yourself, or that your Electronics Manufacturing Services (EMS) partner should be investing on your behalf, how do you go about choosing the right system?
What do I need to consider when choosing X-ray equipment?
There are a lot of vendors and systems out there, so as with all capital equipment evaluations it is best to start looking with a ‘must have’ list already in mind. We will assume that price (and payback) will be part of the equation, and of course, the system must be large enough to accommodate the items that you want to inspect.
Here are 4 more areas to consider:
1 - Image Quality
If you were looking to buy a camera, then one with a higher pixel count, say 24MP, is better quality than one with say 16MP, right? If you know a bit about photography you will know this is a great over-simplification (if not just plain nonsense), and if anything X-ray can seem even more complicated. There is a lot of physics and very clever software involved. Things that can affect image quality include the power, voltage, spot size, detector resolution, proximity of the x-ray source to the item and the field of view. Take voltage as an example; a 160kV system will have greater X-ray penetration capability than say a 130kV system, but the higher voltage can adversely affect the image contrast and hence ‘quality’. So how do you decide? The most practical solution is to take some typical sample assemblies and try the X-ray system out. Image quality can be a subjective opinion. The great news is that you will probably find systems aimed at PCB assemblies provide image quality that ranges from very good to excellent. This can perhaps be more to do with how the inspection is set up than the technical capability of its components.
2 - How many ‘D’s?
The D of course stands for dimensions. There are three kinds of systems:
2D, which provides a straight top-down view.
2.5D, which allows top down and tilted or angled views.
3D, which is a three dimensional re-construction of the assembly. This might use such techniques as tomography, laminography or (for the full 3D effect) computed tomography, or CT.
Of course the more you get to see, the slower the inspection is. Complex CT scans for example can take hours to make. If the aim is to look at missing solder balls under a BGA for example, or shorts between them, then 2D can be fine. However, tilting can help get a better view if there are components obscuring the area of interest. 3D might be used for detailed quality investigations.
3 - Ease of use
Some systems allow a degree of automated inspection, for example by programming sequences of inspections with ‘pass/fail’ criteria. This of course makes repeatable inspection and operation very easy, and allows an ‘in line’ process if required. Setting it up though, or performing ad-hoc inspections, does require some skill. Whilst modern X-ray systems are easy to use, the inspector does need to understand what all the settings do (e.g. the voltage and contrast settings we mentioned before) and be able to interpret what they are seeing which does require a reasonable knowledge of PCB assembly. There can be features that make image interpretation a bit easier, for example by applying colour.
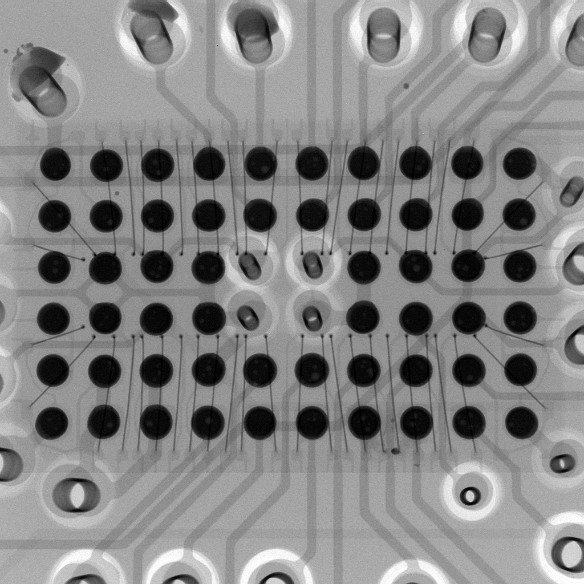
In this example below, voids in the solder are highlighted in green:

4 - Maintenance
It is worth remembering that the Health & Safety Executive (HSE) must be notified before using X-ray equipment. Obligations may also exist around creating rules or procedures for use, and engaging radiation protection supervisors and advisors. The equipment supplier should be able to provide advice, and it is a good idea to have them perform an (at least) annual health check on the system.
It is also worth mentioning that there are different types of X-ray tube. ‘Open tube’ types are relatively quick and inexpensive to replace – perhaps a few pounds and a couple of hours - but need doing so after every 200-300 hours or so of use. ‘Closed tube’ types can last for many years but are much more expensive, maybe thousands of pounds. So perhaps the best choice depends on how much you will use the system.
The X-ray detectors tend to be standard or High Definition flat panels. The X-rays will cause these to degrade over time, typically around 20% after 10 years. Whilst still usable, replacement after 8 to 12 years could be advisable.
It is also worth finding out the common failure modes on systems, as whilst the component parts are similar they can be assembled in different ways. For example, power supplies, connectors or cables can need replacing in time.